Thermal cleaning, no alternative but a better way to clean
It is actually quite simple to achieve good cleaning quality. After all, if the cleaning method deployed succeeds in pulverising the organic contamination to only a few percent of the original amount and that in the form of easily removable dust, achieving high cleaning quality is child’s play. While this all sounds very simple, is it also achievable in practice?
To answer this, it is important to know a little more about the technique that possesses this property, namely thermal cleaning. This technique involves the use of special ovens in which the combination of heat with low oxygen levels will ensure that the organic components in the contamination are converted into pyrolysis gases and dust residues.
During the process, these gases are used as a source of energy with which the furnace plant is brought up to temperature and maintained. Thus, most of the pollution is already processed in an environmentally friendly and useful way.

The remaining part is dust consisting of ash residues and inorganic components, which can be easily removed afterwards by hosing it down.
The combination of the heat and the fact that 1 kilo of dirt is converted into 50 grams of dust by the special thermal treatment makes it possible through this technique to clean in all those hard-to-reach places where other techniques simply cannot reach.
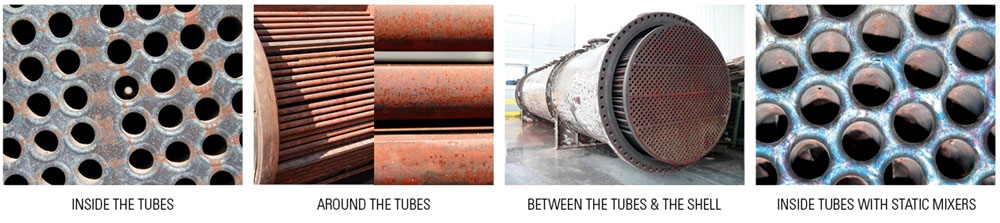
With thermal cleaning, it is therefore possible to simultaneously remove contamination both inside pipes, around pipes, between pipes and jacket and even in pipes with static mixers. As a result, the degree of cleaning that can be achieved is very high and this has many advantages:
- Better performing heat exchanger
- Improved heat transfer
- Reduction of greenhouse gas emissions
- Saving on operating costs
- Fewer maintenance shutdowns
- Longer operating hours
- Less wastewater
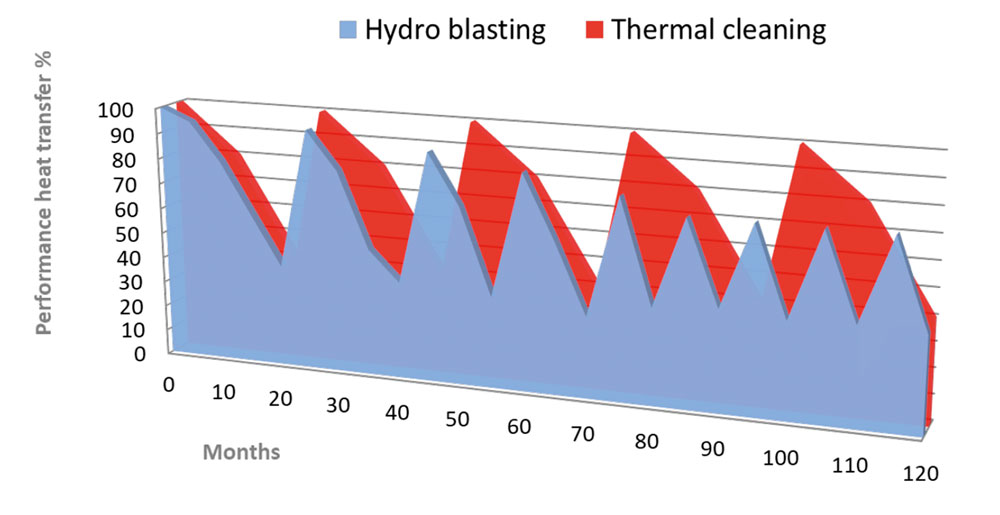
A cleaning technique that can return a heat exchanger to almost its original design values is a very important asset today. This automatically results in far fewer maintenance shutdowns and also makes a huge difference to the energy consumption of the production process. This can really save many hundreds of thousands of euros or dollars per year per cleaned heat exchanger; a nice result for an initially slightly more expensive cleaning method. A clean bundle transfers heat much better and, as a result, much less energy is simply needed to keep production running properly.
For this cleaning method, it is of course important that the parts can withstand the temperatures used. A normal treatment is generally carried out between 400 and 450°C (752 °F and 842 °), and the metals used for the part to be cleaned must of course be able to withstand this. Aluminium exchangers are thus already ruled out for thermal cleaning.
For special alloys, which cannot withstand this temperature, such as Duplex steel or Monel, two-stage cleaning is often performed. Here, the contamination is first thermally cracked at a lower temperature, after which the residue will be removed by hydro blasting. As the fouling becomes somewhat more brittle due to the thermal treatment, it is relatively easy to completely remove the product that is then created using water blasting. A thermal test with the fouling will soon reveal whether this is a feasible cleaning option or not.
The parts that can be treated by thermal cleaning are very broad: heat exchangers with pollution in & or between the tubes; heat exchangers with fixed housings & pollution between tubes & shell; compablocs, heat exchangers plates, spiral heat exchangers; vane decks, demisters, mellow packs; pipe work (also with static mixers); extruder screws & parts; polymer & refinery pumps; flame arrestors, sieve packs, valves; filters, spin packs, die plates, hot runners etc.
In principle, all parts with (partly) organic contamination and resistant to the temperatures used can be cleaned by thermal cleaning. Inorganic fouling can only be removed if it is part of a fouling mix with organic components. In such cases, thermal cleaning will remove the organic part (the adhesive in this case), leaving the inorganic part loose and removed by the post-treatment technique.

As with any technique, there are some drawbacks with this cleaning method. The temperature has already been mentioned several times and the parts to be treated must be able to withstand it. For most metals, however, the critical limit is above 500°C, so thermal cleaning is not a problem here. Furthermore, pyrolysis furnaces are not mobile, so only offsite cleaning is possible. The proximity of a potential supplier that has this technology in-house then obviously plays an important role.
Moreover, thermal cleaning is highly specialized and not every pyrolysis furnace is suitable for it just like that. Perfect temperature control, the ability to heat up and cool down slowly and the creation of a low-oxygen environment are important prerequisites for using this technique properly and safely.
In addition to the right installation, the necessary expertise is of course required to bring the cleaning to a successful conclusion. Because of these restrictions, only a few companies in the world can offer this in a professional manner. As a result, the current capacity is not that large and it is sometimes difficult to clean all parts with this technique within a few days/weeks during a major shutdown. In practice, such capacity problems usually mean that thermal cleaning is only used for the bundles that will benefit most from the excellent cleaning quality.
As the title suggests, thermal cleaning is not an alternative, but simply a much better cleaning method for a very large spectrum of contaminated parts. The technique itself has been around for years and is increasingly being used to bring dirty heat exchangers from various industries to another level of “clean”. The fact that this method generates much less waste and, in addition, a huge reduction in CO2 emissions can be achieved due to the much better cleaning efficiency, are huge assets that will allow us to encounter thermal cleaning much more often in the future.
Practice shows that thermal cleaning is now widely used and the method is fortunately becoming more and more familiar to the general public. Choosing the right cleaning technique is very important, because afterwards it largely determines the efficiency of your production process.
Text: Senne Geeraerts, International Sales Support, Thermo-Clean Group


Subscribe to the free Maintworld newsletter here!

Latest






